QUY TRÌNH VẬN HÀNH HỆ THỐNG CÂN ĐÓNG BAO PM15:
1. Cấu tạo chính hệ thống cân đóng bao PM15:
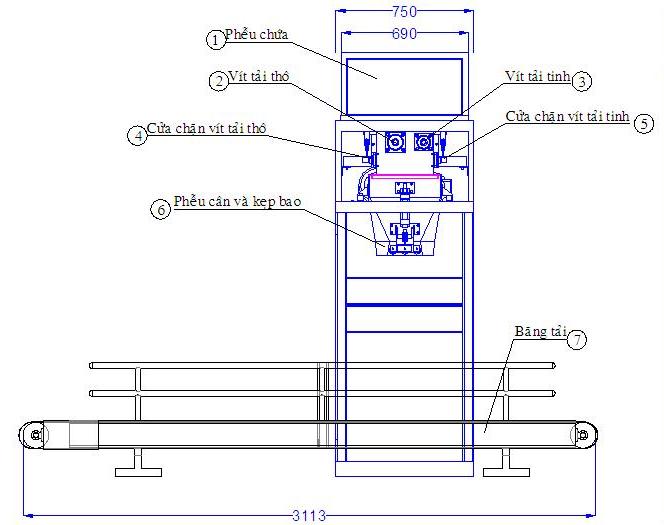
2. Chuẩn bị ban đầu cho cân đóng bao PM15 trước khi cân:
- Kiểm tra điện 3 pha trong tủ động lực của cân đóng bao có đủ 3 pha hay không.
- Kiểm tra áp suất khí nén cung cấp cho hệ thống cân đóng bao.
- Kiểm tra bên ngoài phễu cân (phễu kẹp bao) của hệ thống cân đóng bao khi chưa kẹp bao và khi đã kẹp bao có va chạm vào thành băng tải hay có vật gì cản lại không, vì phễu kẹp bao 6 cũng chính là phễu cân nên mọi va chạm vào phễu kẹp bao và bao chứa sẽ gây ra sai số cân đóng bao.
- Cài đặt giá trị các mức cân trên tủ điều khiển của cân đóng bao, nếu sử dụng mức cân cũ như lần sử dụng trước thì không cần cài đặt lại.
- Gạt công tắc cân trên tủ điều khiển của cân đóng bao sang vị trí “CÂN” để hệ thống cân đóng bao chuyển sang chế độ cân tự động và bắt đầu chu kì cân định lượng.
3. Quy trình cân định lượng 1 chu kì cân của hệ thống cân đóng bao PM15:
- Kẹp bao vào miệng phễu kẹp bao 6 của cân đóng bao, lưu ý là công nhân phải bỏ tay ra khỏi phễu kẹp bao 6 ngay sau khi kẹp bao và trong suốt quá trình cân (do phễu kẹp bao 6 cũng chính là phễu cân nên mọi tác động bên ngoài vào phễu kẹp bao và bao chứa sẽ gây ra sai số cân) sau khoảng 1-2 giây cho phễu cân ổn định, hệ thống điều khiển cân đóng bao sẽ reset về Zero và bắt đầu chu kì cân định lượng.
- Cửa chặn 4 và 5 của cân đóng bao mở, vít tải 2 vả 3 của cân đóng bao chạy, nguyên liệu trong phễu chứa 1 của cân đóng bao sẽ được đưa vào phễu cân 6 qua hai vít tải.
- Khi đạt giá trị cài đặt cân định lượng thô, vít tải định lượng thô 2 ngừng chạy, cửa chặn vít tải thô 4 đóng lại ngăn không cho nguyên liệu rơi xuống phễu cân.
- Khi đạt giá trị cài đặt cân định lượng tinh, vít tải định lượng tinh 3 ngừng chạy, cửa chặn vít tải tinh 5 đóng lại ngăn không cho nguyên liệu rơi xuống phễu cân.
- Sau khi cân đủ và kết thúc quá trình cân định lượng, hệ thống cân đóng bao PM15 sẽ điều khiển mở phễu kẹp bao 6 cho bao rơi xuống băng tải 7 và ra ngoài khu vực may miệng bao.
- Sau khi công nhân thao tác kẹp bao mới vào miệng phễu kẹp bao 6, hệ thống cân đóng bao PM15 sẽ bắt đầu chu kì cân định lượng mới.
- Do các công đoạn cân định lượng của cân đóng bao PM15 đã được lập trình đóng, ngắt, xả bao hoàn toàn tự động nên hệ thống chỉ cần 04 công nhân để thao tác cho 2 vị trí cân, mỗi vị trí cần 01 công nhân kẹp bao và 01 công nhân may bao.